Bilgi Bankası
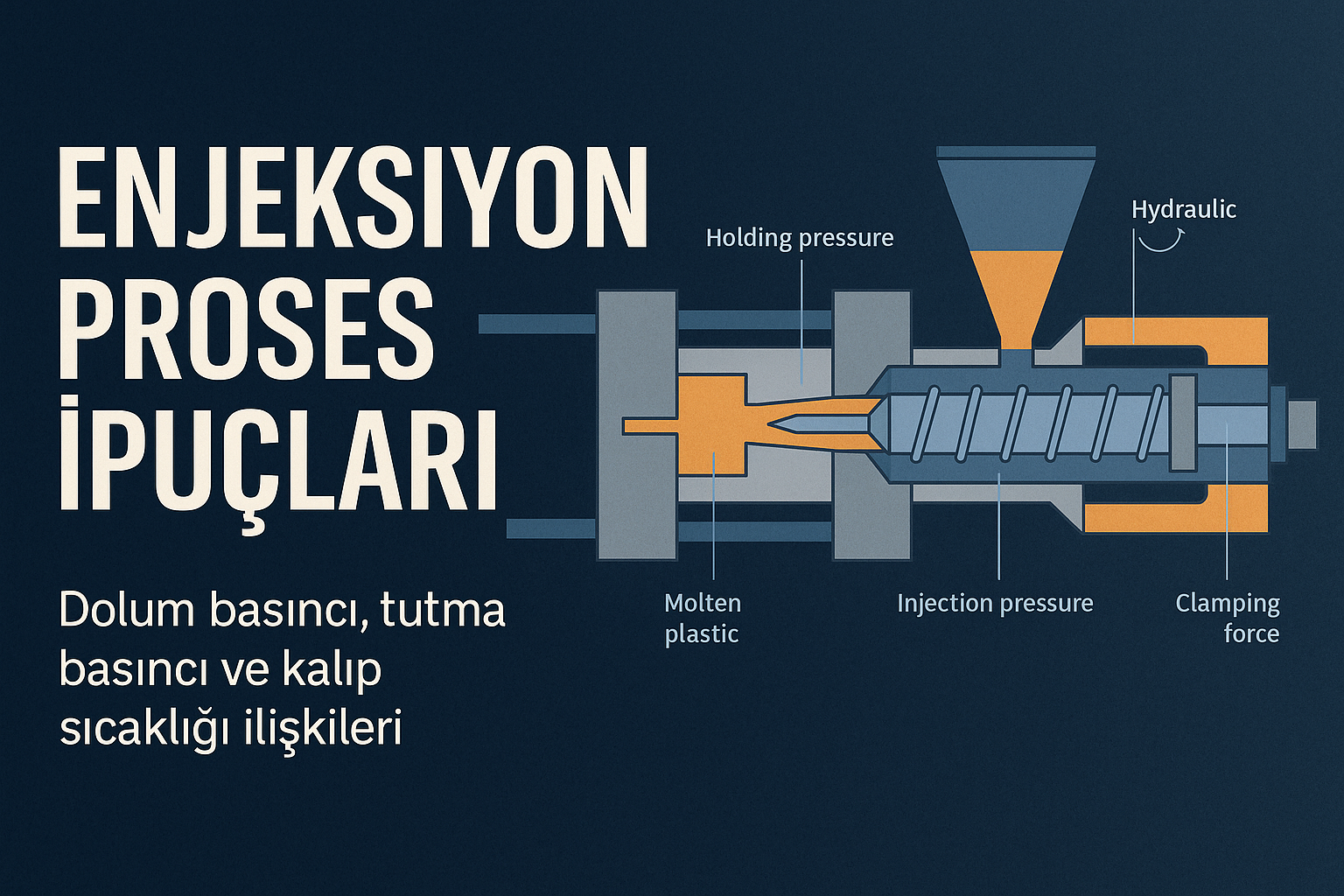
Enjeksiyon Proses İpuçları
Dolum, tutma ve kalıp sıcaklığının parça kalitesi üzerindeki etkilerini pratik önerilerle derledik.
Yayın: 2025-01-20 · Güncelleme: 2025-08-21
1) Dolum Aşaması
- Dolum hızı profili: İnce kesitlerde geç kademeli hız yükseltme, yanma ve tutuşmayı önler.
- Baskı sınırı: Fazla baskı, çapak ve iç gerilim oluşturabilir.
- Viskozite: Eriyik sıcaklığı ve MFI, doldurma kolaylığını belirler.
2) Tutma (Pack & Hold)
- Tutma basıncı: Eksik doldurma ve çöküntüyü azaltır; fazla olursa büzülme farkı ve iç gerilim artar.
- Tutma süresi: Geçiş noktasına kadar yeterli olmalı; gereksiz uzatma çevrimi büyütür.
- Geçiş noktası: Hızdan basınca geçiş, gate donma zamanına göre ayarlanmalı.
3) Kalıp Sıcaklığı
- Yüzey kalitesi: Düşük kalıp sıcaklığı portakal kabuğu riskini artırır.
- Kaynak çizgisi: Daha yüksek kalıp sıcaklığı kaynak birleşmesini iyileştirir.
- Boyutsal kararlılık: Aşırı sıcaklık çevrimi uzatır; denge şarttır.
4) Hızlı Kontrol Listesi
ABS/ASA: Kalıp 60–80 °C, tutma basıncı kademeli, geçiş noktası gate soğumasına göre.
PC/PC-ABS: Kalıp 80–110 °C, yüzey için yüksek kalıp sıcaklığı kritik.
PP: Kalıp 30–50 °C, dolum hızında yanma riski → havalandırmayı kontrol edin.
İpucu: Geçiş noktasını “%95 doluluk” civarında deneyip gate donmasına göre ince ayarlayın; iç gerilim ve kaynak izi birlikte iyileşir.
Proses Rehberi
Parça/kalıp verilerinizle birlikte örnek bir başlangıç reçetesi ve proses penceresi paylaşalım.